Engine parts cleaning for remanufacturing Industries
Regardless of what kind of engine work you do, cleaning the parts is almost always the first step in any job. Parts need to be cleaned before they are machined for a variety of reasons: it helps keep your shop equipment cleaner (which means less mess and cleanup later), it uncovers the bare metal surface so you can see hairline cracks and other flaws that may need to be repaired, and it creates a clean surface that can be painted or left “as is” in the case of aluminum.
Cleaning is also one of the last steps you do after parts have been machined. The first cleaning removed the accumulated dirt, grease, carbon and corrosion from the parts, and the second cleaning is necessary to remove the cutting lubricants, metal chips and/or grinding or honing debris from the parts. The final cleaning is especially important because anything that is not washed away can end up inside the engine. Honing residue that’s left in the cylinders will scrub away at the new rings. Metal chips or residual shot blast media that gets trapped in a recess or ends up in an oil galley may find its way to the bearings. These are problems no engine builder wants, so make sure all the parts are as clean as they need to be before the parts leave the shop or the engine is assembled.
Cleaning costs also have to be managed. The labor and expense that goes into cleaning can eat up 10 percent or more of the total cost to rebuild an engine. In some shops, cleaning may account for as much as 20 to 30 percent of the overhead expenses when you factor in time, labor, the cost of the cleaning equipment, cleaning chemicals and disposing of the waste. Cleaning is usually a much higher expense for shops that rebuild older engines with years of accumulated grease and grime than for shops that primarily do performance work on racing engines with mostly new parts.
Regardless of whether you are removing years of accumulated crud or just washing off new or relatively new parts after machining them, every engine builder needs to review the cleaning procedures that are being used in his shop periodically to make sure the procedures are working well and there are no cleaning issues. Maybe you can save some money by making some changes in procedures, equipment or chemicals. Maybe you can reduce the time needed to clean parts by switching to a more effective process. Or, maybe you’d like a process that leaves a better cosmetic appearance on the parts than you are getting now. There’s always room for improvement. So there is no excuse to keep cleaning parts the same old way you’ve always done it if there are better options available.
For example, many shops use a hot tank to clean parts. Various kinds of degreasing solvents, caustics or water-based detergents can be used in these tanks to clean aluminum, cast iron or both. Some do a better job of cleaning cast iron or aluminum than others. So you need to choose a cleaning solution that works best on the kind of parts you clean the most – or add a second hot tank or other cleaning process just for aluminum or cast iron.
Though solvents are very effective cleaning agents and are still used in many areas of the country, they have been banned in some areas because they give off Volatile Organic Compounds (VOCs). VOCs are a major cause of urban air pollution, and many contain compounds that are toxic and have health risks associated with long term exposure. Many solvents are also flammable. But on the plus side, they require minimal maintenance and can be recycled.
By comparison, water-based aqueous cleaning solutions have very low VOC ratings. This makes them a better choice in areas with air quality concerns than solvents. Most water-based detergents and chemicals are also nontoxic, nonhazardous and nonflammable. Water is also recyclable, relatively cheap and much easier to dispose of. Contaminants in the water can be removed chemically, mechanically or biologically (bioremediation), or concentrated by evaporating away most of the water. The only downside is that the concentration of the cleaning solution has to be monitored and maintained for optimum cleaning performance. This means adding make-up water periodically, monitoring the concentration of the cleaning solution, and using a skimmer and/or filter to extend the life of the solution (which can double or triple the life of the cleaning solution).
If speed is essential, a spray washer is often a better cleaning choice than a hot tank because it is faster. A typical wash and rinse cycle in a spray washer may only take 10 to 15 minutes compared to hours of soaking in caustic, solvent or cleaning solution. Automated spray washers clean parts without any manual scrubbing or brushing. Most spray washers use V-jet nozzles and a stationary manifold system to direct water at parts sitting on a turntable inside the cabinet. On some washers, the parts are stationary and the nozzles rotate to vary the spray pattern. Power or pressure washers, by comparison, operate at higher pressures to dislodge dirt and grime and use much larger nozzles. Some washers use a water wheel rather than a pump and nozzles to wash the parts. Either way, the parts come out clean and are ready to machine in most cases.
For water to clean effectively, it usually needs heat. The hotter the better. The recommended temperature range will vary according to the type of equipment and chemicals used, and may range from 50° up to 60° Dec Cel.If the water temperature is too hot, though, water loss due to evaporation may become a problem requiring more make-up water to maintain the cleaning solution. Some equipment suppliers recommend a slightly lower water temperature when cleaning aluminum while others do not.
Ultrasonic cleaning also offers the convenience of being an automatic process: you can throw the part in, turn it on, and walk away to do something else.
According to manufacturers of ultrasonic systems,
many engine builders are using jet spray washers to pre-wash aluminum parts to get the heavy grease off and then using the ultrasonic system to do the precision cleaning. This can save the cost of the cleaning solution of the ultrasonic tank which otherwise can deteriorate very fast.
Ultrasonic cleaning works well because you’re not using a high impact force to do the cleaning, so you’re not changing the tolerances of the aluminum. It creates a vacuum bubble that when it hits the part and pops it doesn’t blow out it implodes. This is what is called cavitation. It is basically sucking dirt off the part you’re cleaning. To find out what kind of cleaning processes some of our readers are using, we contacted the following engine builders for their input.
REDUCING CLEANING & WASTE DISPOSAL COSTS
One of the “hidden” costs of cleaning engine parts is disposing of the used chemicals and other wastes that are generated by the cleaning process. With wet cleaning systems, sludge and oils inside the tank or spray wash cabinet have to be filtered, skimmed or removed creating potential disposal issues. According to regulations, a substance is classified as waste when it is no longer a usable product. A barrel of caustic or a drum of degreasing solvent is not a waste as long as it is still being used to clean parts (or is being stored for future use or reuse). But once a cleaning product becomes contaminated with sludge and is removed from the cleaning equipment, it becomes “waste” and may be subject to hazardous waste storage and disposal regulations if it contains any ingredients that make it hazardous.
The EPA publishes a lengthy list of chemicals that are considered hazardous. Generally speaking, a material must be labeled hazardous if it contains more than the allowable amount of:
Corrosives such as strong acids (phosphoric, hydrochloric, etc.) or caustics (sodium hydroxide) that have not been neutralized. This would be determined by measuring the pH of the liquid.
- Toxic or poisonous chemicals (most petroleum distillates & solvents).
- Organic solvents or chlorinated hydrocarbons (such as methylene chloride or carbon tetrachloride).
- Explosive or flammable chemicals with a flash point of less than 70° C). This would include most solvents, benzene, aromatic hydrocarbons, mineral spirits, toulene, naptha, ketone, alcohols, paint thinner, etc.
- Any other substance that the EPA, Department of Transportation or state regulatory agencies have labeled hazardous or toxic
To reduce waste disposal issues, those who are currently using caustic solutions in a hot tank can switch to non- toxic detergents,
like Safe Kleen – SK4053 which is an caustic free alkaline cleaner & is biodegradable.
Over the past few years there has been a wide demand to clean engine components to a higher standard in a more cost effective manner. Let us takes an in-depth look at the role of
ultrasonic cleaning in automotive industries; why it’s more efficient and cost effective than traditional methods, and how it could help
improve workplace OHS and productivity in your business.
Since the emission control standards from Tier 3 to the present emission standards, we are experiencing more and more of the components such as EGR valves – EGR Coolers – Intake manifolds and DPF either heavily choked or blocked from a mixture of engine oil and combustion materials. Using the rotary hot wash cleaning systems are costly energy users, costly caustic cleaning products, and often takes hours to clean the engine components, so is there a better and cheaper running cleaning units?
Ultrasonic Cleaning
Ultrasonic are the most powerful and affordable cleaning units for the Automotive based industries. One system is powerful enough to remove the toughest contaminants such as rust, paint, carbon and oil on all non-absorbent materials such as steel, alloy and hard plastics in a fraction of the time it takes you now, with the bonus of being safer. The advantage of ultrasonic cleaners is it reduces wasted time on repetitive and laborious cleaning tasks, when you could be using your valuable time more productively.
BENEFITS
- It cleans faster, reducing the time required for a cleaning cycle and is superior method for cleaning parts with cavities and blind
- It is efficient and requires less handling of parts – reducing the need for disassembly in order to
- Using water-based detergents reduces the need of harsh solvents which makes the process
- Ultrasonic cleaning requires minimal manual labor intervention, meaning staff are free to carry out other work.
- Ultrasonic cleaning gives consistent results and does not require operator
- Ultrasonic cleaning means non-contact cleaning – only the contamination is removed, not the
- However adhesives gaskets has to be removed
POTENTIAL APPLICATIONS
- Petrol and Diesel engine components
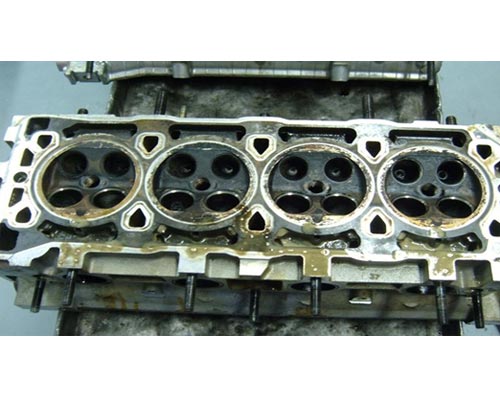
- Cylinder heads and engines blocks – including V8 blocks
- Fuel injectors – Diesel Injection pumps
- Emission units – EGR valves
- Metal, fabric and ceramic filters
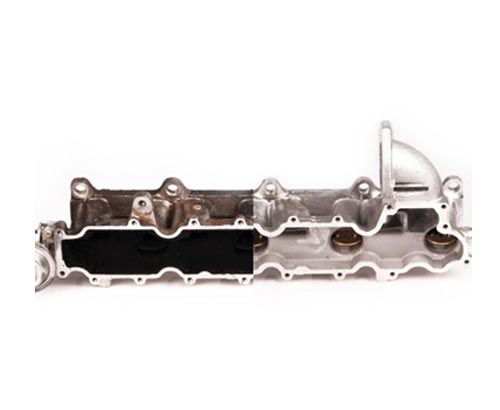
- Heat exchanges and intake manifolds
- Carburetors and fuel supply pumps
- Hydraulic pump and motor bodies and parts
- Hydraulic control valves Outboard and motorcycle heads and barrels
ULTRASONIC CHARACTERISTICS
Ultrasonic cleaning uses cavitation bubbles induced by high frequency pressure (sound) waves to agitate a liquid. The agitation produces high forces on contaminants adhering to substrates like metals, plastics. glass, rubber, and ceramics. This action also penetrates blind holes, cracks, and recesses.
The intention is to thoroughly remove all traces of contamination tightly adhering or embedded onto solid surfaces. Water or other solvents can be used, depending on the type of contamination and the workplace. Contaminants may include dust, dirt, oil, pigments, rust, grease, algae, fungus, bacteria, lime scale, polishing compounds, flux agents, fingerprints, soot, wax and mold release agents, biological soils like blood, and so on.
Ultrasonic cleaning can be used on a wide range of shapes, sizes and materials, and may not require the part to be disassembled prior to cleaning. Objects must not be allowed to rest on the bottom of the device during the cleaning process, because that will prevent cavitation from taking place on the part of the object not in contact with water.
HOW DOES IT WORK?
In an ultrasonic cleaner, the object to be cleaned is placed in a chamber containing a suitable solution (in an aqueous or organic solution, depending on the application). In aqueous cleaners, the chemical added is a surfactant, which breaks down the surface tension of the water base. An ultrasound generating transducer built into the chamber, or lowered into the fluid, produces ultrasonic waves in the fluid by changing size in concert with an electrical signal oscillating at ultrasonic frequency. This creates compression waves in the liquid of the tank which ‘tear’ the liquid apart, leaving behind many millions of microscopic ‘voids’ or ‘partial vacuum bubbles’ (cavitation). These bubbles collapse with enormous energy; temperatures and pressures on the order of 5,000 K and 20,000 lbs. per square inch are achieved; however, they are so small that they do no more than clean and remove surface dirt and contaminants. The higher the frequency, the smaller the nodes between the cavitation points, which allows for cleaning of more intricate detail. Ultrasonic cleaners are used for industrial cleaning, and also used in many medical and dental techniques and industrial processes.
CLEANING SOLUTIONS
Ultrasonic activity (cavitation) helps the solution to do its job; plain water would not normally be effective. The cleaning solution contains ingredients designed to make ultrasonic cleaning more effective. For example, reduction of surface tension increases cavitation levels, so the solution contains a good wetting agent (surfactant). Aqueous cleaning solutions contain detergents, wetting agents and other components, and have a large influence on the cleaning process.
Correct composition of the solution is very dependent upon the item to be cleaned. Solutions are mostly used warm, at about 50-60°C however. Water-based solutions are more limited in their ability to remove contaminants by chemical action alone than solvent solutions; e.g. for delicate parts covered with thick grease. The effort required to design an effective aqueous-cleaning system for a particular purpose is much greater than for a solvent system.
- SK 4053 & SK 4053 CA – removes carbon, rust and lead deposits on ferrous
- ALLOY SYSTEM – removes carbon, oils, grease and pint from alloy and ferrous
- ANTI-RUST – rust inhibitor rinse tank and surface
- DESLUDGE – rapid penetration and removal of most soils off all
| MODEL NUMBER |
INTERNAL TANK |
BASKET SIZE |
CAPACITY |
ULTRASOINC POWER |
HEATER CAPACITY |
| RKTEW1200 |
24X16X14 inches
or
610 X 406 X 355mm |
23 X 15 X 13 inches
Or
584 X 381 X 330mm |
88 Liters |
1200 Watts |
5 Kilo Watts |
| RKTEW1800 |
26X18X16 inches
or
660 X 457 X 406 mm |
25 X 17 X 15 inches
Or
635 X 431 X 381mm |
122 Liters |
1800 Watts |
6 Kilo Watts |
| RKTEW2400(A) |
30X18X18 inches
or
762 X 457 X 457 mm |
29 X 17 X 17 inches
Or
736 X 431 X 431mm |
155 Liters |
2400 Watts |
7.5 Kilo Watts |
| RKTEW2400(B) |
36X20X18 inches
or
914 X 508 X 457 mm |
35 X 19 X 17 inches
Or
889 X 482 X 431mm |
210 Liters |
2400 Watts |
10 Kilo Watts |
| RKTEW3600 |
40X22X20 inches
or
1016 X 558 X 508 mm |
39 X 21 X 19 inches
Or
990 X 533 X 482mm |
285 Liters |
3600 Watts |
15 Kilo Watts |
| RKTEW3600 |
40X22X20 inches
or
1016 X 558 X 508 mm |
39 X 21 X 19 inches
Or
990 X 533 X 482mm |
285 Liters |
3600 Watts |
15 Kilo Watts |
| RKTEW4800(A) |
42X24X24 inches
or
1066 X 610 X 610 mm |
41 X 23 X 23 inches
Or
1041 X 584 X 584mm |
395 Liters |
4800 Watts |
20 Kilo Watts |
| RKTEW4800(B) |
50X24X24 inches
or
1270 X 610 X 610 mm |
48 X 23 X 23 inches
Or
1244 X 584 X 584mm |
470 Liters |
4800 Watts |
25 Kilo Watts |
| RKTEW 9600 |
60 X 40 X 40 inches
Or
1524 X 1016 X 1016 mm |
55 X 36 X 36 inches
Or
1397 X 914 X 914 mm |
1573 Liters |
9600 Watts |
45 Kilo Watts |
| RKTEW 28 Kw |
98 X 60 X 60 Inches
Or
1778 X 1524 X 1524 |
80 X 50 X 45 inches
Or
2032 X 1270 1143 |
5780 Liters |
28 Kilo Watts |
120 Kilo Watts |
| RKTEW 40 Kw |
120 X 80 X 80 inches
Or
3048 X 2032 X 2032 mm |
100 X 70 X 60 inches
Or
2540 X 1778 X 1524 mm |
12500 Liters |
40 Kilo Watts |
200 Kw |